


Sometimes, the smallest things carry the biggest stories.
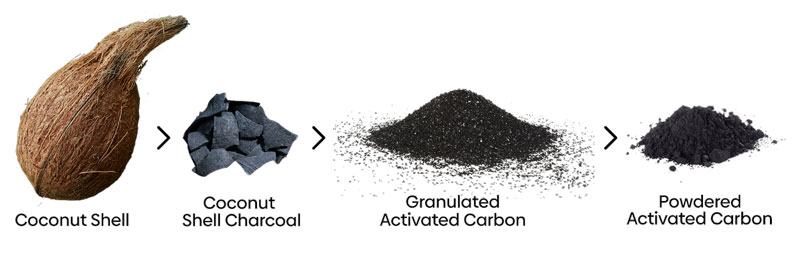
Decades ago, as coconut shells piled up across rural landscapes in Asia, Haycarb saw more than just agricultural waste. We saw potential. What nature created in abundance – durable, carbon-rich shells could be transformed into something far more valuable. With innovation and responsible engineering, we began converting this by-product into high-quality activated carbon, helping industries around the world solve critical challenges sustainably.
Today, that same mindset drives our contribution to industries that rely on clean, efficient processes. From industrial boiler condensate purification which enables cleaner air and water, Haycarb’s solutions are woven into the heart of modern industry. By prioritizing sustainable industrial water purification, we continue to redefine how waste is transformed into industrial progress.
This is the essence of transforming waste into solutions and challenges into opportunities!
Why Coconut Shells are the Ideal Raw Material for Activated Carbon Used in Boiler Condensate and Feedwater Treatment?
The question we get asked often.
The answer is clear. Coconut shells are unique in their properties making them ideal for producing high-performance activated carbon. The result is a material with high adsorption capacity, consistent performance, and a minimal environmental footprint, making it the go-to choice for industries committed to sustainability.
And where does this innovation make the real difference? In condensate purification – one of industry’s most critical yet often overlooked processes.
What is Boiler Condensate?
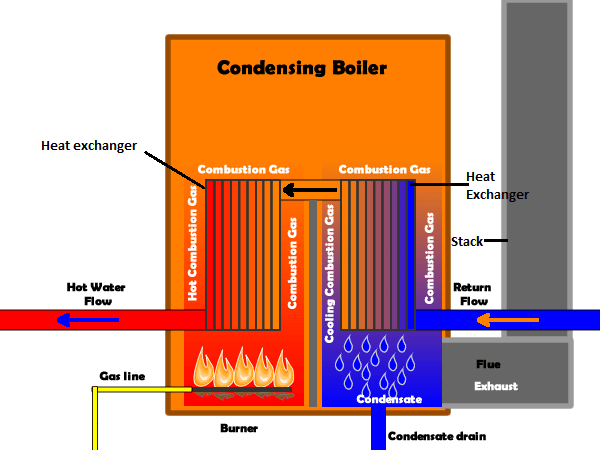
In a nutshell, Boiler Condensate treatment is the water formed after delivering latent heat of steam to cool industrial processes and returns to its liquid state. Reusing this condensate reduces freshwater consumption, energy demand, and operating costs.
In fact, the global steam condensate recovery market is valued at USD 833 million (2023) and projected to exceed USD 1.1 billion by 2031 (Source: Mr Verified Market Research). This growth highlights the rising importance of eco-friendly condensate recovery systems, which not only reduce water consumption but also contribute to industrial water treatment sustainability.
In the Middle East and Africa, related heat recovery systems are already worth over USD 7 billion and growing at nearly 9.4% annually (Source: Grand View Horizon).
The Hidden Challenge of Contaminated Boiler Condensate
What many don’t realize is the process the water undergoes throughout the boiler condensate cycle. Before even entering the system, both municipal water supplies and recycled condensates contain chlorine, oils, hydrocarbons, and other harmful contaminants. These impurities aren’t just simple “dirt”, instead they pose serious risks by damaging sensitive equipment including ion exchange resins, boiler tubes, and turbine blades.
As condensate circulates, it can accumulate additional organic impurities and oils, which accelerate corrosion, reduce boiler efficiency, and shorten equipment lifespan. Without proper treatment, these contaminants can lead to costly damage and system failures.

Activated Carbon as an Effective Solution for Contaminated Boiler Condensate Treatment
This is where activated carbon makes a vital difference.
Engineered to adsorb and remove the harmful organic contaminants and oils from both fresh and recycled water used in boiler systems. Our high-purity activated carbon filtration acts like a magnet, trapping unwanted compounds before they can reach and damage ion exchange resins and other sensitive equipment.
The same advanced adsorption technology applied in condensate systems also forms the backbone of our Activated Carbon for Industrial Waste Water Treatment solutions, ensuring consistent water purity across complex industrial operations.
What makes the difference? Purity. This high-quality carbon, produced with extremely low silica and ash content – two common contaminants found in other carbons that can cause scaling and wear inside boilers and turbines. Using such high-purity carbon allows industries to extend equipment lifespan and reduce costly maintenance.
Transforming Waste into Progress with Sustainable Boiler Condensate Solutions
What was once seen as agricultural waste is now shaping industrial progress. At the forefront of this transformation is Haycarb, delivering sustainable activated carbon solutions that support cleaner, more efficient industrial water systems. By combining innovation with responsibility, we continue to redefine how waste becomes opportunity, proving that when smarter thinking meets cleaner condensate, industries truly move forward.
FAQs
- Can other materials be used instead of coconut shells for activated carbon for Boiler Condensate Treatment?
Yes, but coconut shells offer better durability and sustainability, making them the best choice for industrial applications.
- What is the typical chemical composition of boiler condensate?
Boiler condensate is mainly water, but it often contains trace amounts of carbon dioxide, nitrogen oxides – depending on the type of fuel – sulfuric or hydrochloric acids. These contaminants result from the combustion process and can make the condensate mildly acidic and corrosive.
- How do organic contaminants enter the boiler condensate system?
Organic compounds such as oils, greases, or hydrocarbons can be introduced through process leaks, mechanical lubricants, or return line contamination especially in recycled systems. These compounds accumulate over time, threatening system integrity if not removed.
- Why is low ash and silica content important in activated carbon for condensate purification?
Ash and silica residues can leach into the condensate and cause scaling or abrasion inside critical equipment. Additionally, low-ash, low-silica activated carbon ensures cleaner operation and minimizes system wear.
- Can activated carbon actually remove acids or inorganic compounds from boiler condensate?
Activated carbon is highly effective at removing organic contaminants. However, for acidic components like sulfuric or hydrochloric acids, additional treatment methods such as dealkalization or neutralization may be needed in tandem with carbon filtration.
- How does the pore structure of activated carbon affect performance in boiler condensate purification?
Activated carbon with a well-developed microporous structure provides a larger surface area for adsorption, allowing it to capture fine organic contaminants more efficiently. This results in improved condensate purity and consistent system performance over time.
- Does the pH of boiler condensate affect activated carbon performance in condensate treatment?
Yes. Extremely low pH (acidic conditions) can affect the lifespan of the carbon and its adsorption efficiency. However, coconut shell carbon tends to be more stable under mildly acidic conditions than some other carbon types.





